劳动者是平凡而闪亮的追梦人。从一枚螺丝钉的打磨,到一个焊点的焊接,每一个小环节,执着专注、精益求精的工匠精神,涌动在中华民族劳动者的血液里。一起认识几位在精确至毫米级的工艺里,不断追求卓越的劳动者。

流线型的船头、船尾曲面能让几百米长的大船在航行时阻力更小,航速更快,更节能。实现这一目标的关键工种,正是火工。

中国船舶江南造船制造一部船舶火工特级技师 李锦华:火工就是通过钢板热胀冷缩的原理,让弯板变形。

前面火烤,后面浇水降温,在热和冷之间,钢板弯曲,达到理想的曲线和弧度。

4月下旬,上海长兴的江南造船基地,刚刚交付一艘世界最大舱容——99000立方米超大型乙烷双燃料运输船,这艘船的船首球形鼻首和船尾上复杂曲线钢板,正是火工班组的师傅们精心打造的。

中国船舶江南造船制造一部船舶火工特级技师 李锦华:这类板一般在我们火工工序以前可能差了50毫米左右。用火工使它精度达到小于等于3毫米以内。
北海贝雕“守艺人”的贝上玲珑心
如切如磋,如琢如磨。广西北海贝雕,以工艺精湛著称,一件贝雕作品往往历经构图、白描、磨型、雕琢、抛光等多道工序。从艺五十年的林师傅说,制作贝雕,最重要的工具是砂轮。

国家级非遗项目贝雕(北海贝雕)自治区级代表性传承人 林日光:砂轮上面好像金刚砂一样,一颗颗压成型地压起来,它磨起来比较有摩擦力,去掉贝壳皮比较快。

在北海贝雕博物馆的工作坊,七十岁的林师傅带着几位二十来岁的徒弟,一步步教授制作要点。他希望这份手艺能够一代代传承下去。

北海贝雕博物馆贝雕设计制作人 黄小凤:刚开始的时候学的话也比较容易受伤,但是喜欢,你自己喜欢的东西,你就会坚持下去做。
拉挺工艺:以眼为尺 毫厘之间显身手

在素有“中国玻璃器皿之都”美誉的山西祁县,人工吹制玻璃器皿的手艺被认定为省级非遗。一团团红彤彤的玻璃溶液,在数十位师傅手中传来传去,吹好杯身的毛坯,传递到拉挺师傅罗琴琴手中。

高脚杯的“挺”,是连接杯身和底座之间的“柱子”。挺拉得好不好,直接影响后续工艺和高脚杯的质量。
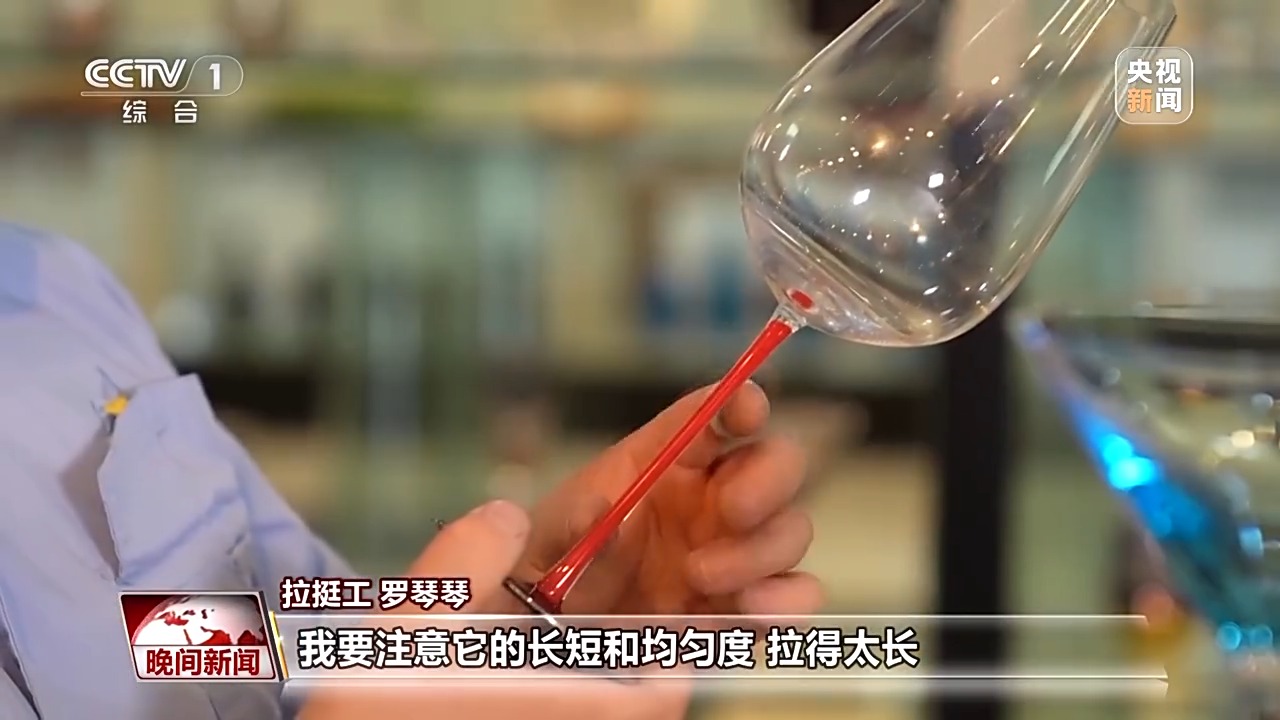
拉挺工 罗琴琴:我要注意它的长短和均匀度,拉得太长,它的底部会站不稳不平,要是拉得太短,影响它底部的美观。
拉挺的时机也很重要,必须趁着材料处于液态时一次成功,这个过程只有4到5秒。

拉挺工 罗琴琴:全凭我们的眼睛和手,去把控。合格的产品,对挺部要求就是长短误差不能超过两毫米,粗细误差不能超过一毫米。

作为工厂里水平最高的拉挺工,罗琴琴笑称,一道道磨伤、划伤的疤痕是技艺成熟的标志。每天8小时工作时间内,她能完成2500件产品,合格率达到95%以上。

拉挺工 罗琴琴:这个应该是最细的,0.3厘米,这就是达到极限了。





